FAST-FREEZE electrodes produce a snappy, deep penetrating arc and fast-freezing deposits. They are commonly called reverse-polarity electrodes, even though some can be used on ac. These electrodes have little slag and produce flat beads. They are widely used for all-position welding for both fabrication and repair work..
Also know, what are fast fill electrodes?
Fast-fill electrodes are designed to melt quickly so that the welding speed can be maximized, while fast-freeze electrodes supply filler metal that solidifies quickly, making welding in a variety of positions possible by preventing the weld pool from shifting significantly before solidifying.
Also, what is a 6010 welding rod used for? 6010 electrodes can only be used with direct current (DC) power sources. They deliver deep penetration and have the ability to dig through rust, oil, paint and dirt. Many experienced pipe welders use these all-position electrodes for root welding passes on a pipe.
Also to know is, does 7018 Fast Freeze?
With a Fast fill rod (7014 and I think 7024) one must move fast to lay down a bead. With Fill freeze ( 6012, 6013 and 7018 even though classified as a lo-hi rod) is between a fast freeze and fast fill.
What's the difference between 6011 and 7018?
Metal Web News claims that 6011 welding rods are capable of producing welds that feature a 60,000 psi minimal tensile strength. The 7018 welding rods produce stronger welds that feature minimal tensile strengths of 70,000 psi.
Related Question Answers
What determines the size of a stick electrode?
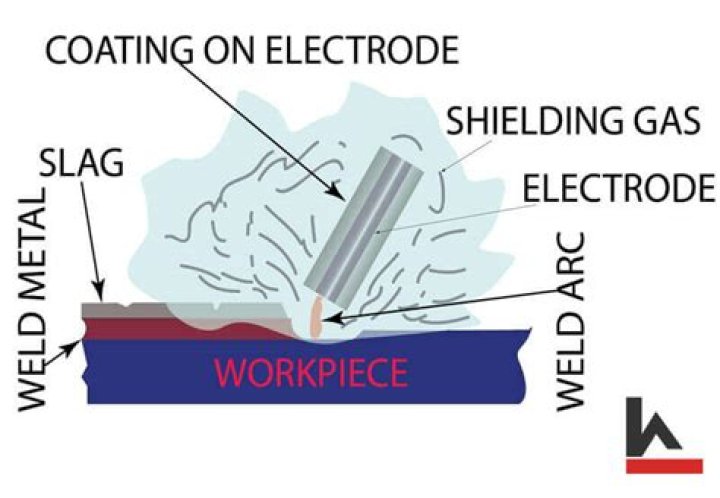
The rod is used to sustain the welding arc and to provide the filler metal required for the joint to be welded. The coating protects the metal from damage, stabilizes the arc, and improves the weld. The diameter of the wire, less the coating, determines the size of the welding rod.How many types of electrodes are there?
two types
What does GMAW stand for?
Gas metal arc welding
What is the difference between CC and CV welding?
A CC power source will maintain current at a relatively constant level, regardless of fairly large changes in voltage, while a CV power source will maintain voltage at a relatively constant level, regardless of fairly large changes in current.What is an all position electrode?
The “E” indicates an arc welding electrode. So, “1” stands for an all position electrode, “2” for a flat and horizontal electrode, and “4” for a flat, horizontal, vertical down and overhead electrode.What is shielding in welding?
Shielding gases are inert or semi-inert gases that are commonly used in several welding processes, most notably gas metal arc welding and gas tungsten arc welding (GMAW and GTAW, more popularly known as MIG (Metal Inert Gas) and TIG (Tungsten Inert Gas), respectively).What is the difference between GMAW and SMAW?
SMAW stands for “shielded metal arc welding” and is usually better known as Arc welding. GMAW stands for “gas metal arc welding” and is usually better known as MIG welding. GMAW however has no flux covering the electrode and relies on an external gases shield (CO2 or Argon/ CO2/Oxy mix) from a gas bottle.What does MIG and TIG stand for?
MIG – 'MIG' stands for 'Metal Inert Gas' welding, but you might also see it referred to as 'GMAW' ('Gas Metal Arc Welding'), or 'MAG' ('Metal Active Gas' welding). TIG – 'TIG' stands for 'Tungsten Inert Gas' welding, which is the same as 'GTAW' ('Gas Tungsten Arc Welding').Why does my welding rod keep sticking?
If the rod gets too close to the base metal it will decrease the voltage causing the arc to go out. about the benefits of proper storage! Sticking the welding rod is where the rod instead of melting like it should, sticks to the base metal. There is not enough current to melt it, but enough for it to stick.What amp do I need to weld with a 7018 Rod?
Amperage Rule In general, the 7018 rod is used with currents up to 225 amps. A rule of thumb is to use 30 amps of current per 1/32 inch of rod diameter. That would mean using 90 amps of current on a rod that is 3/32-inch in diameter.What is the best all around welding rod?
The best all-around welding rod would be the 6011, especially for the DIY'er and hobbyist. With 3/32 and 1/8 size rods on hand, the 6011 will get the majority of your jobs done. It is a fast-fill freeze rod, runs on both ac/dc and handles dirty contaminated jobs better than other electrodes.What is the difference between 6010 and 7018?
6011 runs on AC and direct current electrode positive (DCEP), while 6010 runs only on DCEP. These two electrodes have enough strength to do the job and are much faster than 7018. They run great downhill passes where not a lot of penetration or structural strength is required.Why is 6010 so hard?
the reason you have trouble running used ones is because the whole rod heats up substantially and changes the chemical composition. its hard to use a used 6010 thats still hot but if you let them cool they are better. If you have a machine with an arc force adjustment turn it all the way up.What size welding rod should I use?
The 6013 welding rod amperage Amperage will depend on the diameter of the rod you are using. As such, if you are using a rod with a 3/32 inch diameter an amperage range of 40 to 90 amps will do. However, if you have one with a diameter of ¼ inch then a higher amperage range of between 250 and 350 will be ideal.What is e6013 welding rod used for?
The E6013 welding rod is a multi-purpose rod suitable for welding of mild steel, galvanized steel, and some low alloy steels. Although its coating generates a very stable, forceful spray-like arc, this electrode is not as deep penetrating as the E6011 which can penetrate thick or unclean material.What amp do I need for 6010?
The correct current, or amperage, setting primarily depends on the diameter and type of electrode selected. For example, a 1/8-inch 6010 rod runs well from 75 to 125 amps, while a 5/32-inch 7018 rod welds at currents up to 220 amps.What is the difference between 6010 and 6013 welding rod?
Main difference between 6010 and 6011 is 6011 can be run on AC where 6010 is a DC rod. Both run the same to me as far as rod manipulation, puddle, bead and slag characteristics but 6011 seems to go down a little smoother for me on DC+. 6013 is low penetration rod and can be run DC+/-. It penetrates less in the DC-.Is 7018 welding rod AC or DC?
The 7018 welding rods are used for pipe welding and structural steel welding and repair welding. This low-hydrogen, usually DC, all-position electrode can also be used with AC, which not many welders may know. The 7018 provides a good bead appearance and smooth, strong welds. It also works on higher strength steels.Is it better to weld up or down?
A slow travel speed provides better penetration than vertical-down, so the technique is required on most material thicker than sheet metal. Welding thinner sheet metal can be performed downhill because less penetration is needed, and the faster travel speed produces cooler temperatures that prevent burn-through.