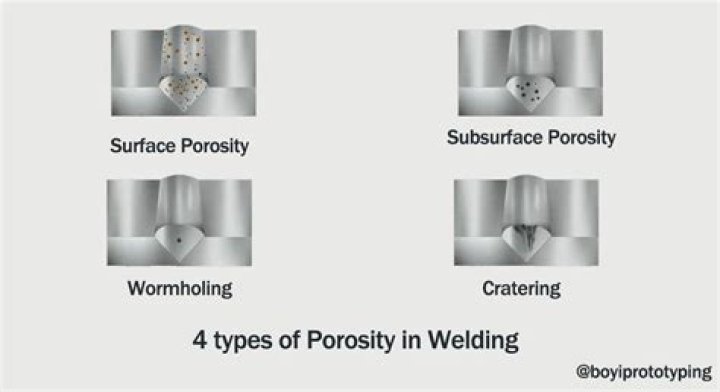
What is porosity in a weld?
.
Then, how much porosity is acceptable in a weld?
How Much Porosity Is Acceptable In A Weld. When it comes to porosity, the American Welding Society dictates that the sum of the diameters of visible porosity should not exceed 3/8 inches, or 9.5 mm, in any linear inch of the weld, or exceed 3.4 inches or 19 mm, in any 12-inch length of a weld.
Beside above, what is porosity in steel? Porosity in metal is a manufacturing defect that can leave your machinery vulnerable to a wide range of potential problems. While porosity may cause structural deficiencies, it may not necessarily require you to replace or recreate your metallic component.
Herein, how do you fix welding porosity?
Cause: Impurities on the surface of your metal. Solution: Clean your metal thoroughly before you weld it. You need to make sure it's free of impurities like water, oil, and flux. If you're welding aluminum, you have to make sure you clean off the outside layer of oxide before welding, or it will cause serious porosity.
What are the causes of porosity in welding?
Pores can occur either under or on the weld surface. The most common causes of porosity are atmosphere contamination, excessively oxidized work piece surfaces, inadequate deoxidizing alloys in the wire and the presence of foreign matter. Atmospheric contamination can be caused by: 1) Inadequate shielding gas flow.
Related Question AnswersHow can you prevent porosity?
Here are 5 tips for preventing porosity in welding, and saving yourself the time and money it takes to redo a project.- Keep it clean. Preparation of material surfaces prior to welding can prove to be as critical to a clean weld as welding itself.
- Check Your Gas Flow.
- Check Your Equipment.
- Workspace Conditions.
What is cluster porosity?
Cluster porosity is caused when flux coated electrodes are contaminated with moisture. The moisture turns into a gas when heated and becomes trapped in the weld during the welding process. Cluster porosity appear just like regular porosity in the radiograph but the indications will be grouped close together.How is piping porosity formed?
Piping porosity is where gasses have traveled through the molten weld metal pool and caused what some refer to as worm holes. Porosity(piping or linear, cluster, and randomly scattered) usually comes from moisture, grease contaminates on the surface of the base metal or from the consumables that have been contaminated.What causes worm holes in welds?
Rounded holes in the weld bead are known as porosity. This defect occurs when the gas emitted from the burning flux-cored wire electrode becomes trapped in the metal. Elongated holes are referred to as “wormholes.”Why does my weld spatter?
Spatter is caused by several factors. The main factor is a disturbance in the molten weld pool during the transfer of wire into the weld. This is usually seen when the welding voltage is too low or the amperage is too high for a given wire and gas combination.Why is weld porosity bad?
Cause. Porosity is caused by the absorption of nitrogen, oxygen and hydrogen in the molten weld pool which is then released on solidification to become trapped in the weld metal. Leaks in the gas line, too high a gas flow rate, draughts and excessive turbulence in the weld pool are frequent causes of porosity.Can you weld over a bad weld?
It should be remembered that welding over weld metal is actually a very common occurrence. Multi-pass welds after all are manufactured by welding over weld metal! There are also many accepted procedures in which welds overlap. Another factor to consider is compositional variation between the two welds.What causes porosity in aluminum welding?
Porosity in aluminium welds is caused by gas that becomes trapped in the weld pool when the metal freezes before all of the gas in the weld pool has a chance to escape. The main cause of porosity is entrapment of gases such as air and shielding gases. Gases can be entrapped when turbulence occurs in the weld pool.How do you prevent pinholes in welding?
The best way to avoid pin hole defect is to bake the electrodes ( heat the electrodes to a pre determined temperature so the moisture is removed from flux before welding procedure). Pin holes are also caused to wrong manipulation of electrode some times.What is the meaning of porosity?
Porosity is the quality of being porous, or full of tiny holes. Go back far enough and you'll find that porosity stems from the Greek word poros for "pore," which means “passage.” So something with porosity lets things through.What is gating system?
GATING SYSTEM • The term gating system refers to all passageways through which the molten metal passes to enter the mould cavity. • The gating system is composed of ? Pouring basin ? Sprue ? Runner ? Gates ? Risers.What causes hot tears?
Hot tears, also known as hot cracking, are failures in the casting that occur as the casting cools. This happens because the metal is weak when it is hot and the residual stresses in the material can cause the casting to fail as it cools. Proper mold design prevents this type of defect.Which type of defect is porosity?
This porosity is found when there are small voids, holes or pockets of air that is found within metal. Typically, this porosity occurs when air is trapped into the metal by the die casting machinery, often leaving gaps at the top of the die or filling a mold too slowly and having some solidification occur too soon.How do you overcome casting defects?
Use high strength, small grain size, low permeability and hard ramming of sand. Ensure a protective barrier against metal penetration by coating the surface of molds with a mold wash. You can typically remove metal penetration by grinding down the rough surface of the casting.How are porosity and permeability related?
Porosity is a measure of how much of a rock is open space. This space can be between grains or within cracks or cavities of the rock. Permeability is a measure of the ease with which a fluid (water in this case) can move through a porous rock. Note differences in scale among views of each rock type.How do you test for casting defects?
- Visual Inspection. Common defects such as surface roughness, obvious shifts, the omission of cores and surface cracks can be detected by a visual inspection of the casting.
- Hydrostatic Pressure Test.
- Magnetic Particle Inspection.
- Radiographic Examination.
- Ultrasonic Inspection.
- Dye Penetrant Inspection (DPI)
- Coin Testing.
What are the types of casting defects?
TYPES OF CASTING DEFECTS- Gas Porosity: Blowholes, open holes, pinholes.
- Shrinkage defects: shrinkage cavity.
- Mold material defects: Cut and washes, swell, drops, metal penetration, rat tail.
- Pouring metal defects: Cold shut, misrun, slag inclusion.
- Metallurgical defects: Hot tears, hot spot.